Welding Lobe Diagram

Weld Lobe Diagrams For Z 0 Z 10 And Z 20 Specimens T M M D

Comparisons Of Nugget Thickness Versus Welding Current In Welding
Coated Steel Weldability Resistance Welding Lesson Objectives

Estimation Of Lobe Curve With Material Strength In Resistance
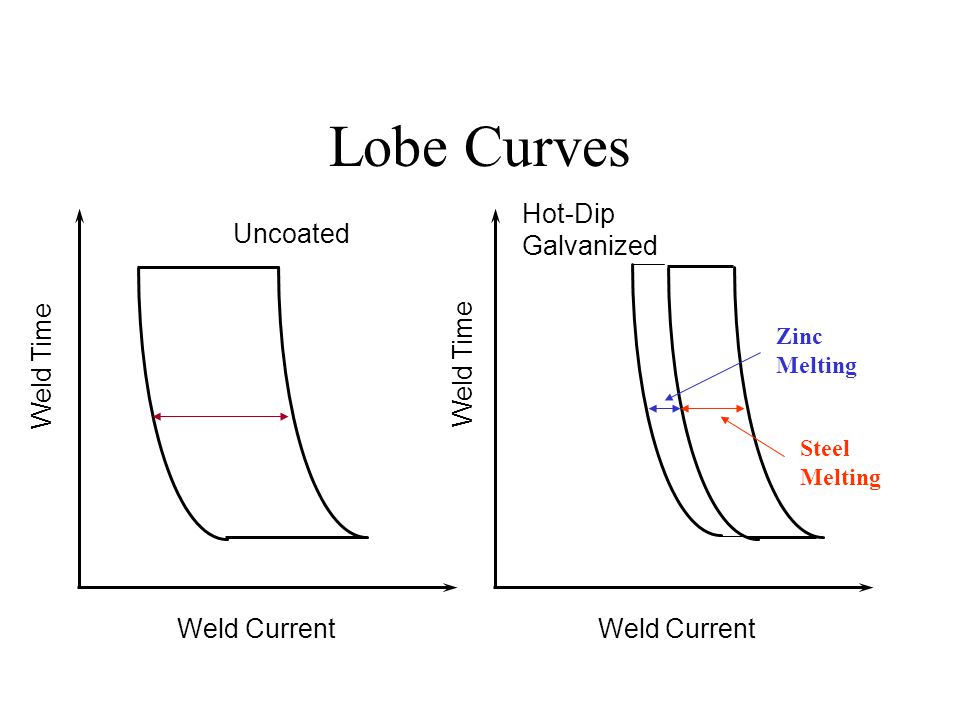
Uncoated Plain Carbon Steel Material Variables Uncoated Plain

The Mimetic Diagram And Shape Of Nugget With Various Weld Current
Resistance spot welding of aluminum alloy sheet 5j32 using scr.
Welding lobe diagram. A weld lobe diagram is a two dimension graphical representation of ranges of welding parameters for a specific material and its thickness to compare an. The low limit of the range of the optimal welding condition was decided by the lower limit of the. Standard procedures that can be followed to develop spot weld lobes are found in. A robust weld lobe diagram delimits a volume in 3d an area in 2d within which all values of force current and time have good probability of giving acceptable results.
The weld lobe diagram was also used to examine the. 11 employed the lobe diagram to investigate the acceptable welding current and time for high strength steel. Welding aluminium sheet metal spot welding lobe diagram. Most of the welding professionals think the weld lobe diagram is a current time domain graph actually it is a temperature domain graph.
The weld lobe in spot welding provides an indication of good quality joining and the tolerance of the weld schedule in production stage. 1 weld lob is to find the best or suitable welding condition for given combination of sheets. Resistance spot welding of aluminum alloy sheet 5j32 using scr type and inverter type power supplies d c. The weld lobe in spot welding provides an indication of good quality joining and the tolerance of the weld schedule in production stage.
This is a very important concept to eliminate all expulsion. Under certain conditions a larger lobe can be achieved using 2 pulse weld current input over 1 pulse and 3 pulse inputs. In this study we obtained the welding force vs welding current lobe diagram for commonly used ga steel plate and found that the second order repression model of tensile shear strength was useful. Welding lobe could be widened with the use of optimized welding parameters.
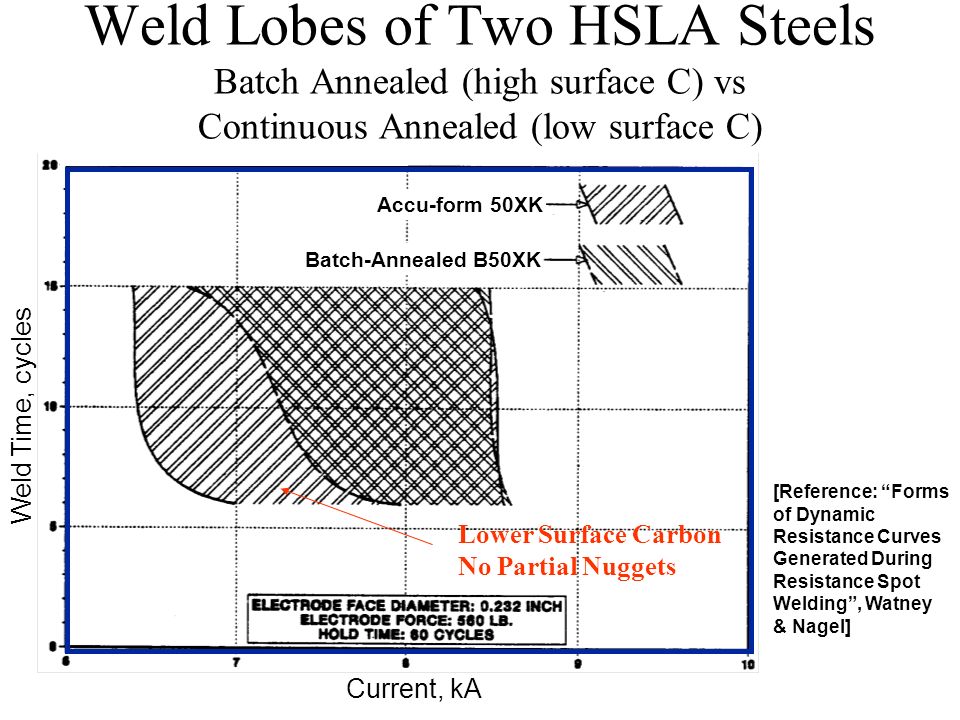
In this study trip800 steel was used for the experiments and welding times of 5 10 15 20 and 25 cycles were selected with welding currents ranging from 1 to 7 ka with an interval of 2 ka and from 7 to 10 ka with an interval of 1 ka. Titanium coated electrodes can further increase the width of the welding lobe allowing an increased range of operating currents during welding. Weldability lobe diagram is one of the most powerful techniques that can be used to il lustrate the effects of welding current and time.

Effect Of Welding Current On Nugget Diameter And Failure Mode In

Resistance Spot Welding

Estimation Of Lobe Curve With Material Strength In Resistance

Pdf Optimization Of Resistance Welding By Using Electric Servo

Pdf Dissimilar Spot Welding Of Dqsk Dp600 Steels The Weld Nugget

Tecna 4621 Spot Welding Machine Download Scientific Diagram

Pdf Evaluation Of Weldability And Mechanical Properties In

Morphologies Of Austenitic Stainless Steel Weld Metal At Different
